
新闻资讯
提产、减少细粉又节电,粉磨系统提效降本实践经验分享
发布时间:
2024-07-09
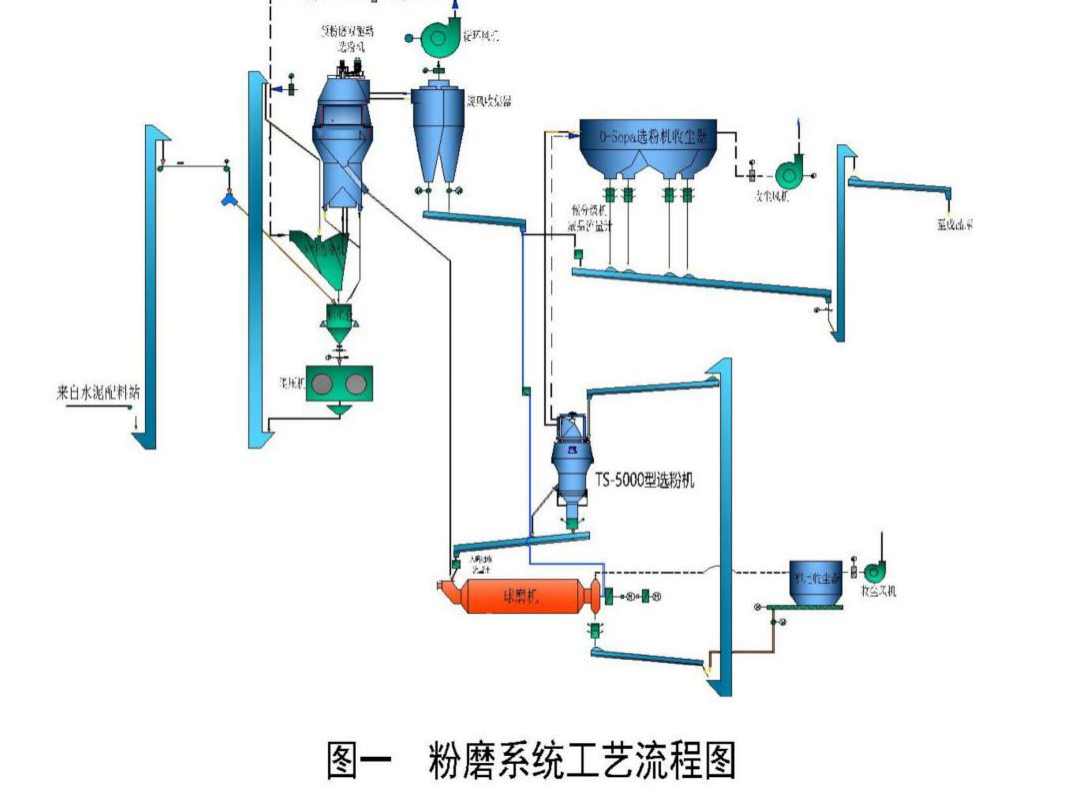
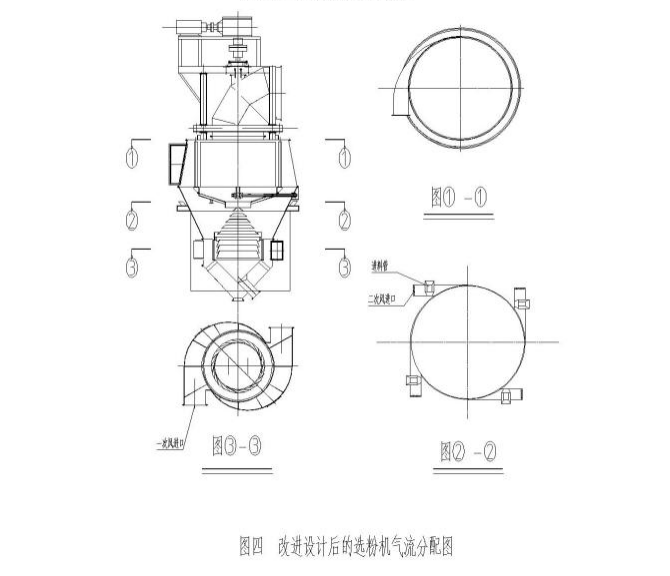
随着节能减碳与水泥新标准实施的临近,市场对水泥装备及水泥产品提出了更高的要求,选粉机作为节能减碳的重要装备以及决定产品质量的最终装备,显得尤为重要。为了适应新的要求,苏州天山水泥有限公司会同江苏吉能达公司运用多级气流分散分级理论,对水泥粉磨系统(工艺流程见图一)磨尾使用的TS-5000型选粉机进行了设计改进,分别于2021年和2024年初结合大修做了实施。新设计改进的选粉机选粉效率提高了10%;系统产量提高了15吨/时;水泥产品粒度分布更符合市场及水泥新标准的要求。
一、结构、工作原理及需要优化的问题
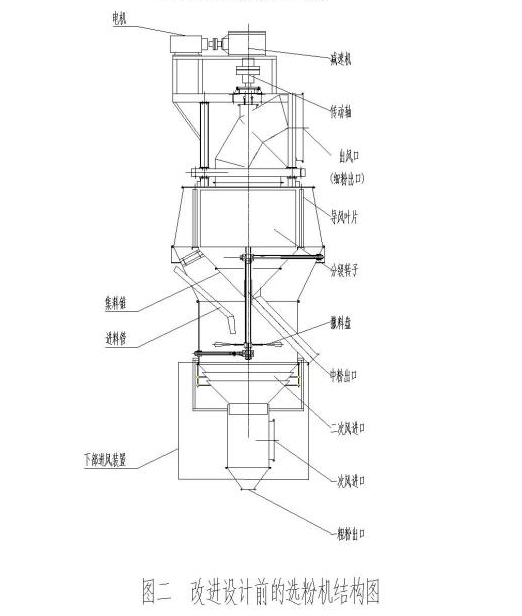
1、改进前选粉机的的结构
2、工作原理
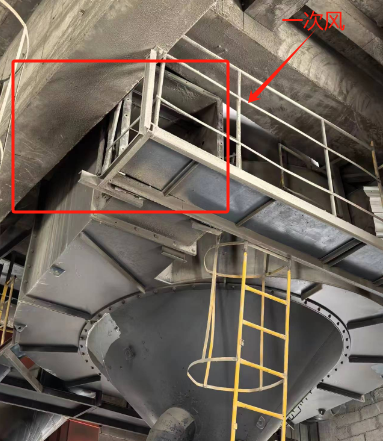
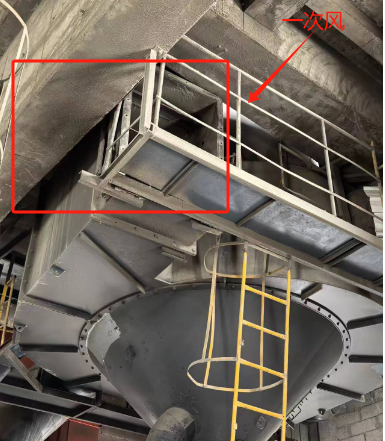
在工作状态下,调速电机通过传动装置带动立式传动轴传动,物料通过设在选粉室下部的进料口进入进料管道落在撒料盘上,撒料盘随立式传动轴转动,物料在惯性离心力的作用下,向四周均匀抛散;分散的物料在外接风机通过一次进风口(来源于磨前辊压机系统的外排放)、二次进风口(来源于周围环境)进入的气流作用下,少量粗重颗粒受到惯性离心力的作用被甩向选粉室的内壁面,碰撞后失去动能沿壁面滑下,落到粗粉收集锥中,大部分颗粒随上升的气流穿过立式导向叶片进入二级选粉区。含尘气流在旋转的笼形转子形成的强烈而稳定的平面涡流作用下,使中粗粉在离心力的作用下被抛向立式导向叶片后失去动能,落到收集锥中,通过中粉出口排出。细粉穿过笼形转子进入除尘器被收集。
3、存在问题及原因分析
(1)冬季生产过程中经常出现选粉机导向叶片挂料现象。
选粉机的选粉风量主要以来源于作为一次风的磨前辊压机系统的外排放风和用来调整选粉机通风量的二次补风(环境风)。由于粉磨系统地处湖畔,冬天生产外温度低、湿度大,选粉机经过补入环境冷风后,含尘气体温度下降到露点温度以下,这样就会产生冷热风交叉混合, 造成水汽冷凝,使微细粉尘形成结露现象,层层结挂,最终堵住选粉机的导向叶片缝隙,使选粉机无法正常工作。
(2)粗粉回料中细粉含量高。
这不仅增加能耗,还影响产品的粒度及粒度分布。分析选粉机粗粉回料中细粉含量高的原因,排除了选粉机的分级轮转速、风速和风量等参数设置不当,导致分级效果不理想,使得部分细粉未能有效分离的因素。进料粒度分布不均是引起粗粉回料中细粉含量高的主要原因。
二、气流分散、分配原理在选粉机设计改进中的应用
1、改进后选粉机的的结构、原理
(1)改进后选粉机的的结构(如图三所示),对比图二、图三可以看出,选粉机结构做了三个改进:
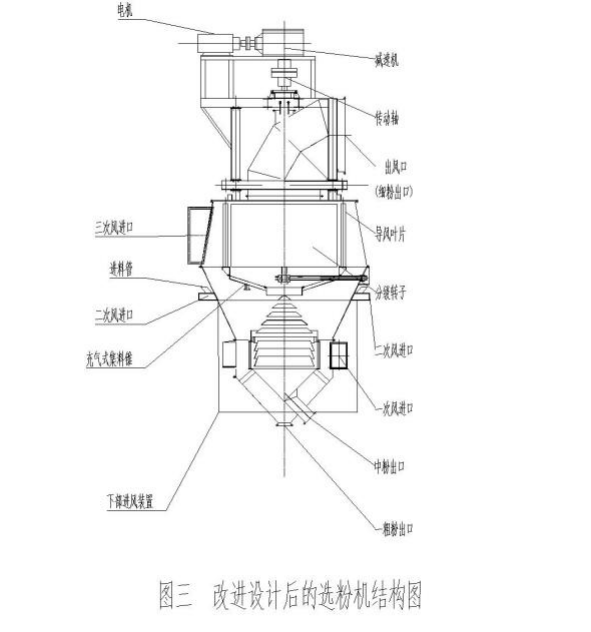
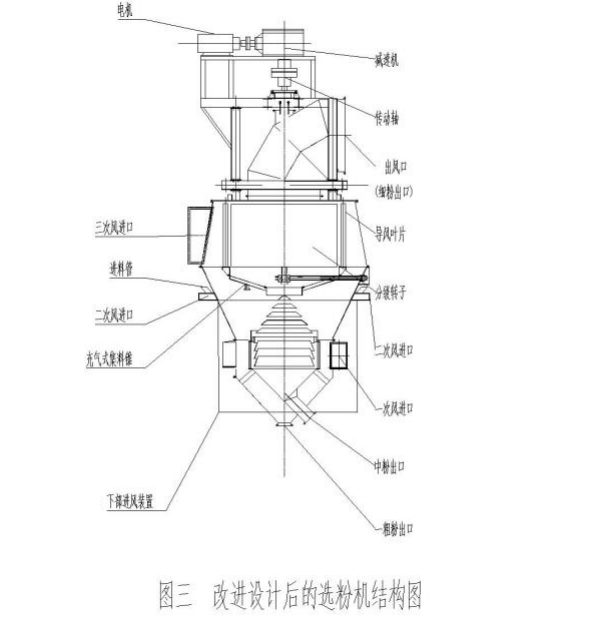
A、改变撒料盘机械分散为气流分散。原设计选粉机传动轴为两节,依靠联轴器连接,分别将动力传递给转笼和撒料盘。改进解除了联轴器及其撒料盘轴和撒料盘,新设计了四个二次风进口以及与其配套的进料管(见图四中图②-②)
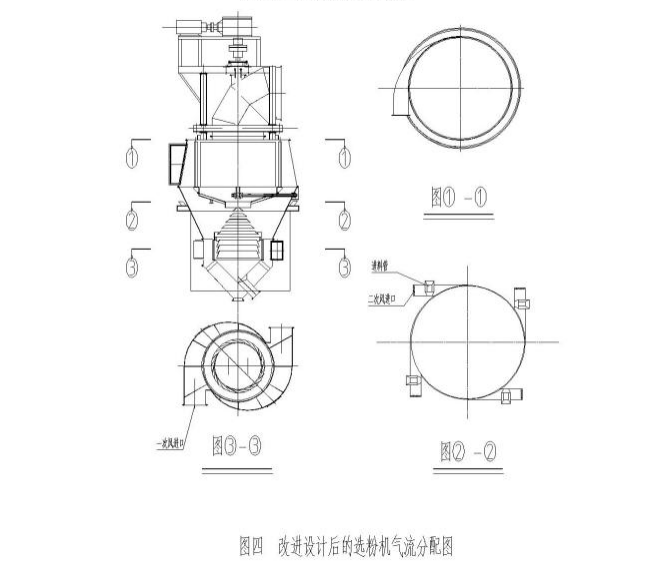
图②-②
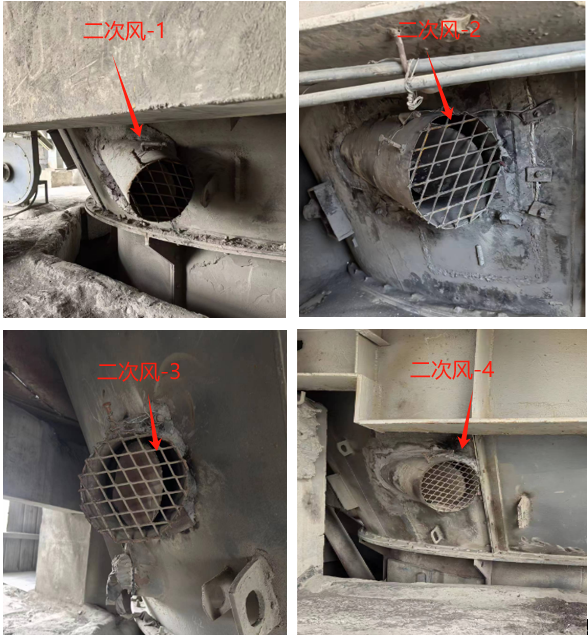
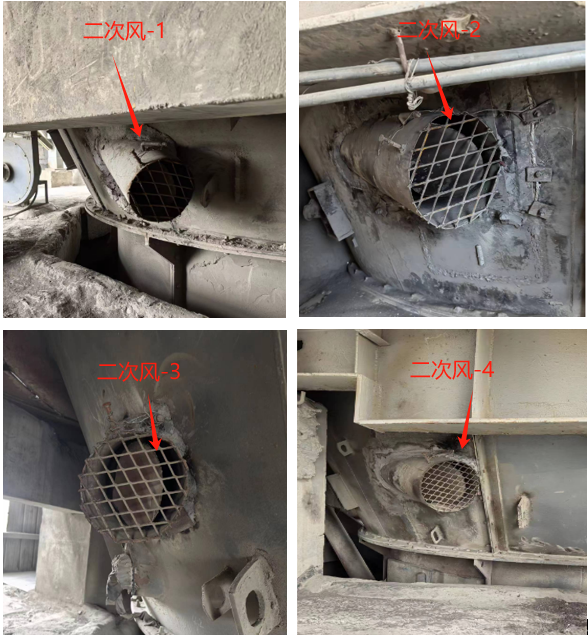
B、改设气流分配通道。原设计选粉机有一次风进口、二次风进口,改进后选粉机三个进风口。一次风进口(见图四中图①-①)风源来自环境风,用于的选粉机粗粉回料的二次清洗;二次风进口(见图四中图②-②)风源也来自环境风,其作用是分散喂入选粉机的物料;三次风进口(见图四中图③-③)用于处理原一次风进口的磨前辊压机系统的外排放风。
图①-①
图③-③


C、改配气流参数。原设计选粉机有一次风进口、二次风进口,分别占总风量的30-40/%、60-70%,调节二次风进口实现用风平衡。改进后增加了三次风进口,一次风进口、二次风进口、三次风进口用风分配比例分别为:50-60%、10%、30-40%,调节一次风进口、二次风进口实现用风平衡。
2、工作原理
在工作状态下,调速电机通过传动装置带动立式传动轴传动,物料通过设在选粉室下部的四个进料口分别进入四个二次风口的上部,遇切向进入的二次风并混合,周向均匀分散;分散的物料再通过一次进风口的上旋风共同作用,少量粗重颗粒受到惯性离心力的作用被甩向选粉室的内壁面,碰撞后失去动能沿壁面滑下,落到粗粉收集锥中,大部分颗粒随上升的气流进入选粉室又遇切向进入的三次风叠加,加速穿过立式导向叶片进入二级选粉区。含尘气流在旋转的笼形转子形成的强烈而稳定的平面涡流作用下,细粉穿过笼形转子进入除尘器被收集;中粗粉在离心力的作用下被抛向立式导向叶片后失去动能,落到收集锥中,通过中粉出口落在多层重叠的滑料锥上,使物料充分分散后落入清洗装置,清洗装置对落入粗粉收集锥的物料中细粉进行第二次清洗,清洗获得的细粉随一次风向上再进入分级转笼分级。
三、实施改进设计的效果
1、整体效果
①节约能耗:系统产量由改进前305t/h,提高到320t/h,提高了15吨/时。改进前电耗为23.5kw.h/t,改进没有增加电力消耗,由于产量的提升约5%,直接形成电耗节约5%×23.5=1.175kw.h/t。
②节约熟料:由于改进前比表面积一般在340m2/kg,改进后达355-360m2/kg,提高了15-20m2/kg,水泥早期强度提升了接近1mpa,在水泥力学指标保持不变的情况下,熟料配比下降了2%。
2、新的气流分配
新的气流分配,消除了冬季生产过程中经常出现选粉机导向叶片挂料现象。
经过上述改进后,连续生产显示:出磨气体温度保持 70℃左右,选粉机出口含尘气体温度在 50℃左 右,选粉机内部温度大大改善。收尘器的压差保持在 1300pa-1400pa 上下, 入库水泥的水分检验为<1.0,排除了热风含有水分影响系统运行的可能,各项控制指标都在规定范围内。停机后选粉机检查,内壁、导向叶片表面略有浮灰,符合选粉机工作要求。
3、新的进料方式
新的进料方式,有利于物料颗粒处于单分散状态,并形成接近均匀分布的定常流。选粉机选粉效率提高了15%;粗粉回料中细粉含量减了16%。

通过运用多级气流分散、分配原理改进水泥磨尾选粉机的实践,消除了冬季生产过程中经常出现选粉机导向叶片挂料现象;选粉机选粉效率提高了15%,粗粉回料中细粉含量减了16%;提高产量15t/h,节约电耗1.175kw.h/t,取得了满意的效果。
新的分散结构,选粉机工作时颗粒首先由进料管落入进风通道,并在气体曳力的作用下沿进风通道进行气力输送,由于颗粒的动量较大,在气流的带动下冲击壁面,可有效破坏颗粒的团聚,得到初步分散,其后运动行为近似于流化床中的运动,颗粒之间碰撞频繁,使颗粒团聚体呈现一个动态增长、分散的过程。经过长时间的流化,并且颗粒团发生相互碰撞时由于弹性力远大于粘性力,具有明显的分散趋势,最终形成接近均匀分布的定常流,保证颗粒均匀、稳定的进入到分级室,是改进取得成功的关键。
转载自水泥人网